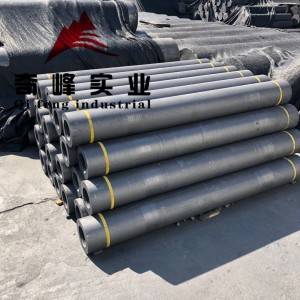
Сверхчистые графитовые электроды, используемые в электродуговых печах/рафинировании в процессе производства стали.



Краткая информация:
Место происхожденияХэбэй, Китай (материк)
Название бренда: QF
ТипБлок электродов
Приложение: Производство/выплавка стали
Длина: 1600~2800 мм
Оценка: HP
Сопротивление (мкОм.м): <6.2
Кажущаяся плотность (г/см³)³ ): >1.67
Тепловое расширение (100-600)℃) x 10-6/℃: <2.0
Прочность на изгиб (МПа): >10.5
ПЕПЕЛ: 0,3% макс.
Тип соска: 3TPI/4TPI/4TPIL
Сырье: Игольчатый нефтяной кокс
ПревосходствоНизкий уровень потребления
Цвет: Черный Серый
Диаметр:300 мм, 400 мм, 450 мм, 500 мм, 600 мм, 650 мм, 700 мм
Способность к поставкам
3000 тонн в месяц
Упаковка и доставка
Детали упаковки:
Стандартные деревянные поддоны или по требованию заказчика.
ПортПорт Тяньцзинь
Преимущество
(1) Преимуществами графитового электрода являются более легкая обработка, высокая скорость удаления материала при электроэрозионной обработке, малые потери графита. Поэтому некоторые клиенты, использующие электроэрозионные станки, отказались от медных электродов и заменили их графитовыми. Кроме того, некоторые специальные формы электродов невозможно изготовить из меди, тогда как графит легче поддается формовке. Медный электрод тяжелый и не подходит для обработки больших электродов. Эти факторы привели к тому, что некоторые клиенты, использующие электроэрозионные станки, стали применять графитовые электроды.
(2) Графитовый электрод легче обрабатывать, и скорость обработки значительно выше, чем у медного электрода. Например, графит обрабатывается фрезерованием, что в 2-3 раза быстрее, чем другие металлы, и не требует дополнительной ручной обработки, в то время как медный электрод требует ручной шлифовки. Аналогично, если использовать высокоскоростной центр обработки графита для изготовления электрода, это будет быстрее и эффективнее, и не будет проблем с пылью. В этих процессах выбор инструментов с подходящей твердостью и графита позволяет уменьшить износ инструмента и повреждение медного электрода. При сравнении времени фрезерования графитового и медного электродов, графитовый электрод на 67% быстрее, чем медный. При разрядной обработке в обычных условиях время обработки графитовым электродом на 58% меньше, чем медным. В результате время обработки значительно сокращается, а производственные затраты снижаются.
(3) Конструкция графитового электрода отличается от конструкции традиционного медного электрода. Многие заводы-изготовители штампов обычно используют различное количество резервного материала для черновой и чистовой обработки медного электрода, а графитовый электрод использует почти такое же количество резервного материала, что сокращает время обработки CAD/CAM и станков, и уже по этой причине значительно повышает точность формовочной полости.