
Процесс производства углеродных материалов представляет собой строго контролируемую системную инженерию; производство графитовых электродов, специальных углеродных материалов, алюминиевого углерода, новых высококачественных углеродных материалов неотделимо от использования сырья, оборудования, технологий, управления четырьмя факторами производства и соответствующих запатентованных технологий.
Сырье является ключевым фактором, определяющим основные характеристики углеродных материалов, а производительность сырья определяет производительность производимых углеродных материалов. Для производства графитовых электродов UHP и HP высококачественный игольчатый кокс является первым выбором, но также высококачественный связующий асфальт, пропиточный агент асфальт. Но только высококачественное сырье, отсутствие оборудования, технологий, факторов управления и связанных с ними запатентованных технологий также не позволяет производить высококачественные графитовые электроды UHP, HP.
В данной статье основное внимание уделяется характеристикам высококачественного игольчатого кокса, а также изложению некоторых личных мнений для обсуждения производителями игольчатого кокса, производителями электродов и научно-исследовательскими институтами.
Хотя промышленное производство игольчатого кокса в Китае началось позже, чем на зарубежных предприятиях, в последние годы оно быстро развивалось и начало формироваться. По общему объему производства оно в основном может удовлетворить спрос на игольчатый кокс для графитовых электродов UHP и HP, производимых отечественными углеродными предприятиями. Однако все еще существует определенный разрыв в качестве игольчатого кокса по сравнению с зарубежными предприятиями. Колебание производительности партии влияет на спрос на высококачественный игольчатый кокс при производстве крупногабаритных графитовых электродов UHP и HP, в частности, отсутствует высококачественный совместный игольчатый кокс, который мог бы удовлетворить производство соединения графитовых электродов.
Иностранные углеродные предприятия, производящие крупные спецификации UHP, графитовый электрод HP, часто являются первым выбором высококачественного нефтяного игольчатого кокса в качестве основного сырьевого кокса, японские углеродные предприятия также используют некоторые угольные игольчатые коксы в качестве сырья, но только для следующей спецификации φ 600 мм производства графитовых электродов. В настоящее время игольчатый кокс в Китае в основном представляет собой угольный игольчатый кокс. Производство высококачественных крупномасштабных графитовых электродов UHP углеродными предприятиями часто опирается на импортный нефтяной игольчатый кокс, особенно производство высококачественного совместного с импортным японским нефтяным игольчатым коксом серии Suishima и британским нефтяным игольчатым коксом серии HSP в качестве сырьевого кокса.
В настоящее время игольчатый кокс, производимый различными предприятиями, обычно сравнивают с коммерческими показателями зарубежного игольчатого кокса по общепринятым показателям, таким как зольность, истинная плотность, содержание серы, содержание азота, гранулометрический состав, коэффициент термического расширения и т. д. Однако по-прежнему наблюдается отсутствие различных марок классификации игольчатого кокса по сравнению с зарубежными странами. Поэтому производство игольчатого кокса, в разговорной речи также называемое «унифицированным товаром», не может отражать марку высококачественного премиального игольчатого кокса.
В дополнение к обычному сравнению производительности, углеродные предприятия также должны обращать внимание на характеристику игольчатого кокса, такую как классификация коэффициента теплового расширения (КТР), прочность частиц, степень анизотропии, данные о расширении в неингибированном и ингибированном состоянии, а также диапазон температур между расширением и сжатием. Поскольку эти термические свойства игольчатого кокса очень важны для контроля процесса графитизации в процессе производства графитового электрода, конечно, не исключается влияние термических свойств асфальтового кокса, образующегося после обжига связующего и пропиточного асфальта.
1. Сравнение анизотропии игольчатого кокса
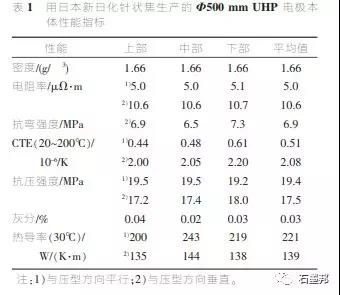
(A) Образец: корпус электрода UHP φ 500 мм отечественного угольного завода;
Сырье: игольчатый кокс: японская новая химическая марка LPC-U, соотношение: 100% марка LPC-U; Анализ: завод SGL Griesheim; Показатели эффективности приведены в таблице 1.
(B) Образец: корпус электрода φ 450 ммHP отечественного угольного завода; Сырье: игольчатый кокс отечественного завода, соотношение: 100%; Анализ: завод угля в Шаньдуне, Базань; Показатели эффективности приведены в таблице 2.
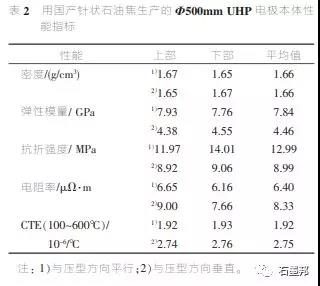
Как видно из сравнения Таблицы 1 и Таблицы 2, сорт игольчатого кокса марки lPC-U новых ежедневных химических угольных мер имеет большую анизотропию тепловых свойств, в которой анизотропия КТР может достигать 3,61~4,55, а анизотропия удельного сопротивления также велика, достигая 2,06~2,25. Кроме того, прочность на изгиб отечественного нефтяного игольчатого кокса лучше, чем у игольчатого кокса марки lPC-U новых ежедневных химических угольных мер. Значение анизотропии намного ниже, чем у игольчатого кокса марки lPC-U новых ежедневных химических угольных мер.
Анализ анизотропной степени производительности производства сверхмощных графитовых электродов представляет собой оценку качества сырья игольчатого кокса или нет, это важный метод анализа, размер степени анизотропии, конечно, также оказывает определенное влияние на процесс производства электродов, степень анизотропии электричества чрезвычайно хороша, чем степень анизотропии средней мощности малого электрода.
В настоящее время производство угольного игольчатого кокса в Китае намного больше, чем нефтяного игольчатого кокса. Из-за высокой стоимости сырья и цены угольных предприятий сложно использовать 100% отечественный игольчатый кокс в производстве электродов UHP, добавляя при этом определенную долю прокаленного нефтяного кокса и графитового порошка для производства электродов. Поэтому сложно оценить анизотропию отечественного игольчатого кокса.
2. Линейные и объемные свойства игольчатого кокса
Линейные и объемные характеристики изменения игольчатого кокса в основном отражаются в графитовом процессе, производимом электродом. С изменением температуры игольчатый кокс будет подвергаться линейному и объемному расширению и сжатию в процессе нагрева графитового процесса, что напрямую влияет на линейное и объемное изменение обожженной заготовки электрода в графитовом процессе. Это не то же самое при использовании различных свойств сырого кокса, различные марки игольчатого кокса изменяются. Более того, температурный диапазон линейных и объемных изменений различных марок игольчатого кокса и прокаленного нефтяного кокса также отличается. Только освоив эту характеристику сырого кокса, мы можем лучше контролировать и оптимизировать химическую последовательность производства графита. Это особенно очевидно в последовательном процессе графитизации.
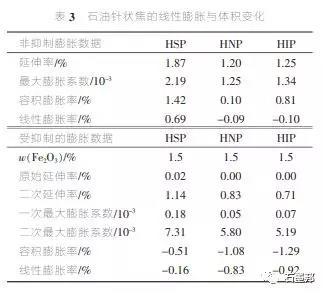
Таблица 3 показывает линейные и объемные изменения и температурные диапазоны трех сортов нефтяного игольчатого кокса, производимого компанией Conocophillips в Великобритании. Линейное расширение происходит первым, когда нефтяной игольчатый кокс начинает нагреваться, но температура в начале линейного сжатия обычно отстает от максимальной температуры прокалки. От 1525℃ до 1725℃ начинается линейное расширение, а температурный диапазон всего линейного сжатия узкий, всего 200℃. Температурный диапазон всего линейного сжатия обычного замедленного нефтяного кокса намного больше, чем у игольчатого кокса, а угольный игольчатый кокс находится между ними, немного больше, чем нефтяной игольчатый кокс. Результаты испытаний, проведенных в Осакском промышленном технологическом испытательном институте в Японии, показывают, что чем хуже тепловые характеристики кокса, тем больше диапазон температур линейной усадки, до 500 ~ 600 ℃, а температура начала линейной усадки низкая, при 1150 ~ 1200 ℃ начинается линейная усадка, что также является характеристикой обычного замедленного нефтяного кокса.
Чем лучше тепловые свойства и чем больше анизотропия игольчатого кокса, тем уже температурный диапазон линейного сжатия. Некоторый высококачественный нефтяной игольчатый кокс имеет только 100 ~ 150℃ температурный диапазон линейного сжатия. Для предприятий по производству углерода очень полезно руководить процессом графитизации после понимания характеристик линейного расширения, сжатия и повторного расширения различных сырьевых коксов, что может избежать некоторых ненужных качественных отходов, вызванных использованием традиционного экспериментального режима.
3 вывод
Освоение различных характеристик сырья, выбор разумного оборудования, хорошее сочетание технологий, а также более научное и разумное управление предприятием, эта серия всей технологической системы строго контролируется и стабильна, можно сказать, что она имеет основу для производства высококачественных сверхмощных, высокомощных графитовых электродов.
Время публикации: 30 декабря 2021 г.