
Процесс производства углеродных материалов представляет собой строго контролируемую систему проектирования. Производство графитовых электродов, специальных углеродных материалов, алюминиево-углеродных материалов и новых высококачественных углеродных материалов неразрывно связано с использованием четырех факторов производства: сырья, оборудования, технологий, управления и соответствующих запатентованных технологий.
Сырье является ключевым фактором, определяющим основные характеристики углеродных материалов, а характеристики сырья определяют характеристики производимых углеродных материалов. Для производства сверхвысокопрочных (UHP) и высокопропитанных (HP) графитовых электродов первоочередным выбором является высококачественный игольчатый кокс, а также высококачественный асфальтовый связующий и асфальтовый пропиточный агент. Однако, только высококачественное сырье, отсутствие оборудования, технологий, факторов управления и соответствующих запатентованных технологий также не позволяет производить высококачественные UHP и HP графитовые электроды.
В данной статье рассматриваются характеристики высококачественного игольчатого кокса и излагаются некоторые личные взгляды, которые могут быть обсуждены производителями игольчатого кокса, производителями электродов и научно-исследовательскими институтами.
Хотя промышленное производство игольчатого кокса в Китае началось позже, чем у зарубежных предприятий, в последние годы оно быстро развивается и начинает приобретать конкретные формы. По общему объему производства оно в основном удовлетворяет потребности в игольчатом коксе для сверхвысокопрочных и высокопроцентных графитовых электродов, производимых отечественными углеродными предприятиями. Однако качество игольчатого кокса все еще несколько отстает от зарубежных производителей. Колебания объемов производства влияют на спрос на высококачественный игольчатый кокс для производства крупногабаритных сверхвысокопрочных и высокопроцентных графитовых электродов, особенно в части отсутствия высококачественного игольчатого кокса для соединения графитовых электродов.
Зарубежные углеродные предприятия, производящие графитовые электроды сверхвысокого давления (UHP) в больших объемах, часто используют в качестве основного сырья высококачественный игольчатый кокс из нефти. Японские углеродные предприятия также используют в качестве сырья игольчатый кокс из угольных месторождений, но только для производства графитовых электродов диаметром более 600 мм. В настоящее время в Китае в основном используется игольчатый кокс из угольных месторождений. Производство высококачественных графитовых электродов UHP в больших масштабах углеродными предприятиями часто опирается на импортный игольчатый кокс из нефтяных месторождений, особенно при производстве высококачественного игольчатого кокса из японской нефтяной месторождения Suishima и британской нефтяной месторождения HSP в качестве сырья.
В настоящее время игольчатый кокс, производимый различными предприятиями, обычно сравнивается с товарными показателями зарубежного игольчатого кокса по общепринятым критериям, таким как содержание золы, истинная плотность, содержание серы, содержание азота, гранулометрический состав, коэффициент теплового расширения и т. д. Однако по сравнению с зарубежными странами до сих пор отсутствует различная классификация игольчатого кокса. Поэтому производство игольчатого кокса, которое в разговорной речи также рассматривается как «единый товар», не отражает качество высококачественного игольчатого кокса премиум-класса.
Помимо традиционного сравнения характеристик, предприятиям, занимающимся производством углеродной продукции, следует также обращать внимание на характеристики игольчатого кокса, такие как классификация коэффициента теплового расширения (КТР), прочность частиц, степень анизотропии, данные о расширении в неингибированном и ингибированном состояниях, а также температурный диапазон между расширением и сжатием. Поскольку эти тепловые свойства игольчатого кокса очень важны для контроля процесса графитизации в процессе производства графитовых электродов, конечно же, нельзя исключать влияние тепловых свойств асфальтового кокса, образующегося после обжига вяжущего и пропиточного асфальта.
1. Сравнение анизотропии игольчатого кокса
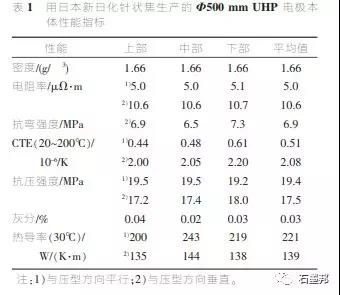
(A) Образец: корпус электрода UHP диаметром 500 мм производства отечественного углеродного завода;
Сырье: игольчатый кокс японского производства New Chemical марки LPC-U, соотношение: 100% LPC-U; анализ: завод SGL Griesheim; показатели эффективности приведены в таблице 1.
(B) Образец: корпус электрода φ 450 ммHP отечественного углеродного завода; сырье: игольчатый кокс отечественного завода, доля: 100%; анализ: углеродный завод «Бацань», провинция Шаньдун; показатели эффективности приведены в таблице 2.
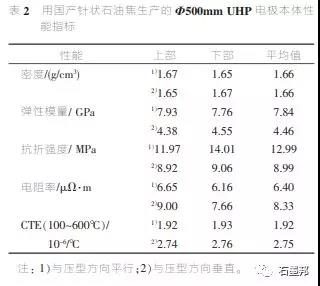
Как видно из сравнения таблиц 1 и 2, игольчатый кокс марки LPC-U, полученный из новых угольных пластов, имеет большую анизотропию тепловых свойств, при этом анизотропия коэффициента теплового расширения может достигать 3,61–4,55, а анизотропия удельного сопротивления также велика и достигает 2,06–2,25. Кроме того, прочность на изгиб отечественного нефтяного игольчатого кокса лучше, чем у игольчатого кокса марки LPC-U, полученного из новых угольных пластов. Значение анизотропии значительно ниже, чем у игольчатого кокса марки LPC-U, полученного из новых угольных пластов.
Анализ степени анизотропии при производстве сверхмощных графитовых электродов является важным методом анализа, позволяющим оценить качество игольчатого коксового сырья. Степень анизотропии, безусловно, оказывает определенное влияние на процесс производства электродов. Чем выше степень анизотропии, тем лучше характеристики электрода при экстремальных тепловых ударах, чем средняя степень анизотропии.
В настоящее время производство игольчатого кокса в Китае значительно превышает производство игольчатого кокса на нефтяном топливе. Из-за высокой стоимости сырья и цен на углеродные материалы, трудно использовать 100% отечественный игольчатый кокс при производстве электродов сверхвысокой чистоты, добавляя при этом определенную долю кальцинированного нефтяного кокса и графитового порошка. Поэтому сложно оценить анизотропию отечественного игольчатого кокса.
2. Линейные и объемные свойства игольчатого кокса
Линейные и объемные изменения игольчатого кокса в основном отражаются в процессе графитизации, осуществляемом электродом. При изменении температуры игольчатый кокс подвергается линейному и объемному расширению и сжатию в процессе графитизации, что напрямую влияет на линейные и объемные изменения обожженной заготовки электрода в процессе графитизации. Это не относится к использованию различных свойств исходного кокса и различным маркам игольчатого кокса. Более того, температурный диапазон линейных и объемных изменений различных марок игольчатого кокса и прокаленного нефтяного кокса также различен. Только освоив эту характеристику исходного кокса, мы сможем лучше контролировать и оптимизировать химическую последовательность производства графита. Это особенно очевидно в процессе последовательной графитизации.
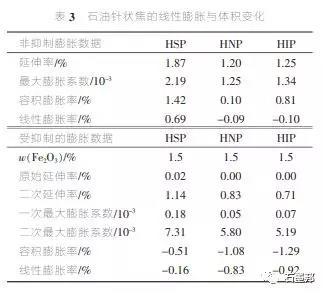
В таблице 3 показаны линейные и объемные изменения, а также температурные диапазоны трех марок нефтяного игольчатого кокса, производимого компанией Conocophillips в Великобритании. Линейное расширение начинается при нагревании нефтяного игольчатого кокса, но температура в начале линейного сжатия обычно отстает от максимальной температуры обжига. Линейное расширение начинается в диапазоне от 1525℃ до 1725℃, а температурный диапазон всего линейного сжатия узок и составляет всего 200℃. Температурный диапазон всего линейного сжатия обычного замедленного нефтяного кокса значительно шире, чем у игольчатого кокса, а угольный игольчатый кокс находится между ними, немного превышая по величине температурный диапазон нефтяного игольчатого кокса. Результаты испытаний, проведенных Осакским институтом промышленных технологий в Японии, показывают, что чем хуже тепловые характеристики кокса, тем шире диапазон температур линейной усадки, достигающий 500–600℃, при этом начальная температура линейной усадки низкая, а усадка начинается при 1150–1200℃, что также характерно для обычного замедленного нефтяного кокса.
Чем лучше тепловые свойства и чем выше анизотропия игольчатого кокса, тем уже температурный диапазон линейного сжатия. У некоторых высококачественных нефтяных игольчатых коксов диапазон температур линейного сжатия составляет всего 100–150 ℃. Для предприятий, занимающихся производством углеродной продукции, очень выгодно учитывать характеристики линейного расширения, сжатия и повторного расширения различных видов кокса, что позволяет избежать образования нежелательных отходов, возникающих при использовании традиционного экспериментального метода.
3 заключение
Освоение различных характеристик сырья, выбор оптимального оборудования, удачное сочетание технологий и более научно обоснованное управление предприятием – все это обеспечивает жесткий контроль и стабильность всей технологической системы, что, безусловно, является основой для производства высококачественных сверхмощных и высокомощных графитовых электродов.
Дата публикации: 30 декабря 2021 г.